你好,欢迎光临襄阳群龙汽车部件股份有限公司!


根据调配襄阳线束组装工艺顺序
来源:www.qlqcbj.cn 发布时间:2021年08月27日
传统的现场检测线束导通手段采用万用表、蜂鸣器或指示灯用手工逐点搭接,襄阳整车线束加工,观察有否电、声或线信号来判断每条连接线的通断。襄阳汽车线束批发,襄阳汽车车身线束推荐群龙部件。
这样进行导通检测不仅速度慢、效率低,而且容易造成错检或漏检,无法满足当前线束生产和使用快速发展的要求。
其中状态监控进程的作用主要有:显示节点状态,显示发送数据包的数量,以及显示各种定时、周期等信息。此外,监控进程也允许用户通过键盘对节点进行配置,比如:对节点进行升级、降级,使节点进入、退出节能状态及程序退出等。
聚乙烯塑料在含有皂类、保湿剂、油或洗涤剂的环境中受到应力时,就会表现出机械性能失效而表面发生开裂。特别是管道缆和直埋缆所处的环境相当复杂,如果选用护套料不当将会直接影响线束性能。
在进行线束组装的每条导线的测试时,测试主程序的主要职能是对当前导线进衍测试并向分析程序发送该导线的测试结果,数据量根据导线间存在问题的多少而定。如果存在开路节点,则发送4个字节的数据,如果存在个短路节点,则发送个字节的数据。
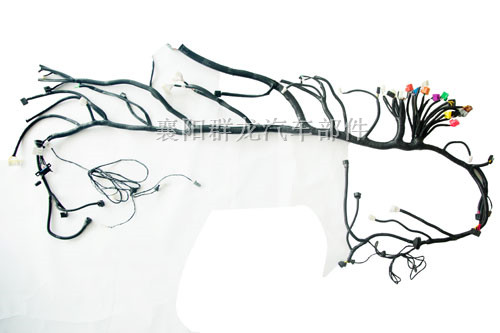
线束组装分支装配顺序的确定是建立在线束分支属性分析及其对系统工作性能影响的基础上。工程上线束束的装配原则一般为先主干后分支,根据需要对有特殊要求的线束分支进行适当调整。根据先主干后分支的装配原则对线束分支逐层进行自动排序,然后由工艺设计人员根据经验和知识对有特殊要求的线束分支装配顺序进行调整,从而得到化的线束分支装配顺序。
这样进行导通检测不仅速度慢、效率低,而且容易造成错检或漏检,无法满足当前线束生产和使用快速发展的要求。
其中状态监控进程的作用主要有:显示节点状态,显示发送数据包的数量,以及显示各种定时、周期等信息。此外,监控进程也允许用户通过键盘对节点进行配置,比如:对节点进行升级、降级,使节点进入、退出节能状态及程序退出等。
聚乙烯塑料在含有皂类、保湿剂、油或洗涤剂的环境中受到应力时,就会表现出机械性能失效而表面发生开裂。特别是管道缆和直埋缆所处的环境相当复杂,如果选用护套料不当将会直接影响线束性能。
在进行线束组装的每条导线的测试时,测试主程序的主要职能是对当前导线进衍测试并向分析程序发送该导线的测试结果,数据量根据导线间存在问题的多少而定。如果存在开路节点,则发送4个字节的数据,如果存在个短路节点,则发送个字节的数据。
该模块的核心是收发器。该线路单元采用接口与控制器模块实现握手。接口信号有接受/发送数据信号、时钟信号、信号及品质出错信号等。为实现啪物理层的功能,该模块除具有收发器以外,还有线路驱动器、通信隔离变压器和总线继电器等组成部分。

线束组装分支装配顺序的确定是建立在线束分支属性分析及其对系统工作性能影响的基础上。工程上线束束的装配原则一般为先主干后分支,根据需要对有特殊要求的线束分支进行适当调整。根据先主干后分支的装配原则对线束分支逐层进行自动排序,然后由工艺设计人员根据经验和知识对有特殊要求的线束分支装配顺序进行调整,从而得到化的线束分支装配顺序。
上一条
汽车线束加工使用的自动工具
下一条
测试襄阳线束使用性周期对使用的影响
返回列表