你好,欢迎光临襄阳群龙汽车部件股份有限公司!


线束加工总装配工艺文件中的基本知识
来源:www.qlqcbj.cn 发布时间:2021年11月18日
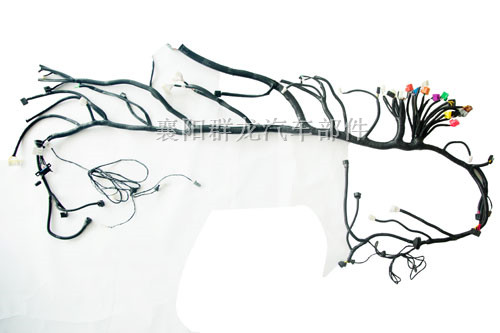
襄阳线束加工总装配工艺文件中的基本知识,新能源汽车线束加工厂群龙部件来告诉您吧。
(1)流水线工艺制作应按照客户的日需求量,设定下线节拍(下个工位的操作节拍)然后根据总任务量确定工位数量。设计时应做到整体的工位平衡,理想状态为各工位之间的工作量完成时间差距小于5s6
(2)护套、管类和固定件等零部件的特殊要求应以提示的形式体现在流水线工艺文件中。
3)装配工艺中应考虑到卡子、扣等固定件的固定,一般要求为缠扎后的胶带高度不能超过锁翅的低端。
(4)胶带包扎方式遵循作业指导书的要求,当产品有特殊要求时,必须在流水线工艺卡中规定胶带的缠绕方式。
(5)装配工艺文件的设计应考虑避免电线划伤、扭伤、端子自锁损伤和变形、错位、没有安装到位等现象。
(6)如果预装时护套内所有的电线全部安装完成时,应在工艺文件中规定将端子的次自锁或锁死保险装置安装到位。

(7)装配工艺中应注明装配后的绞合线叉开的长度允许值,一般电线束中使用的双绞线在制成成品电线束后双绞线拆开的长度不应超过50mm
(8)电子线束上胶带缠绕方向如图5-25所示。缠绕时胶带的拉紧力度适中,检测的依据为用手挤压缠绕后的电线束时,电线束内的电线相互之间能有明显的滑动位移,电线束的可弯曲性好。
(9)胶带缠绕电线时,长线U形布置后用胶带缠绕包扎U形折线处,对于过长的电线可S形或W形折叠布置在主干中,不允许出现单条电线绞(扭)线现象。
(10)组装工艺文件的编写应按照先分支后主干,先主两侧后主千中间位置,先花缠、缠后包扎管子的顺序进行。 (11)带有螺栓或螺母的产品,工艺文件中应规定出其安装顺序和安装后的状态,需要紧固的应规定出紧固力矩,力矩值必须符合产品图纸要求。
(12)对于特殊类型(端子和护套的配合具有特性)的护套,应在端子压接前在压接工艺文件中规定端子的压接参数和要求。
(13)护套外的海绵、护壳等部件,电检测后进行安装。
上一条
汽车线束装配中密封工艺内容
下一条
汽车线加工厂家如何把控加工环节标准
返回列表