你好,欢迎光临襄阳群龙汽车部件股份有限公司!


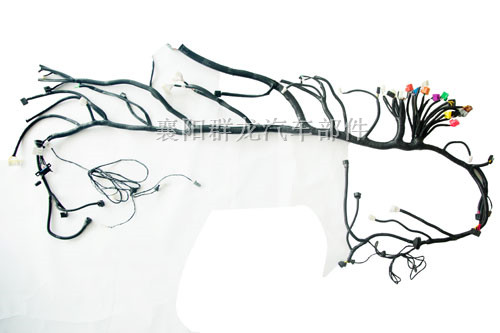
襄阳汽车线束加工工艺要求是什么
来源:www.qlqcbj.cn 发布时间:2021年05月28日
襄阳汽车线束加工工艺要求是什么,襄阳汽车线束加工厂群龙部件来告诉你吧
1.1依据生产计划单,领取相应的备料清单。
1.2按照备料清单,作业人员到仓库领取相应的原材料,原材料领取应以套材使用,避免浪费。
1.3领取各类原材料时,应注意各材料的质量,对有明显质量问题的材料,不能领取。
1.4原材料领出仓库后,分类摆放在作业现场待用,并在各原材料上作好标记,防止出错。
2.制作部件:
2.1依次解体各部件。
2.2依据线路表格和部件连接图制作线号,备件线号均制作2只待用。
2.3根据线路表格的数据,从线圈中量裁相应长度的电线。
2.4将电线与部件相连端剥线,剥线长度根据端子制定,用手将分散的镀锡铜线拧紧。
2.5将制作备用的线号套入该线的两端,未剥线头端用纸胶带固定。
2.6将部件中的插芯与已剥线相配,并用相应的钳口压着,检查压着后的外观质量。
2.7将制作完成的线端头插芯按照部件图纸的位置插入部件中,并用手将电线往回稍用力试拔,确认拔不出后即完成;如拔出插芯,应重复该步骤。
2.8部件连线,依照编号从小到大的次序进行。
2. 9所有的插芯完成后,部件出线处,应用黑胶带缠绕,将部件组装待用。
2.10检验:由检验员全检,合格产品流入下工序,不合格品返工。
3.布线:
3.1将印有A、B端的线路表格归纳整理。
3.2将相应工装固定在工作台上。
3.3依据线路表格将线分别按照工装和表格的线路铺设,量取相应的长度后剪断。
3.4将相应的线号套入该根线的两端,并用纸胶带固定好线号。
3.5所有的A、B端线铺设完成后,将部件的线依据线路走格铺设,方法与A、B端铺线相同。
4. 6整理布线。
4.7检验:由检验员全检,合格产品流入下工序,不合格品返工或申请报废。
5.捆绑:
5.1按照模板红线的位置捆扎,每个红线位置上匝一卡条。
5.2如在同一线束上,相邻两个卡条间超过10CM时,应在两卡条的中间部增加一卡条。
5.3模板上注明用胶带缠绕的部分应用相应颜色的胶带缠扎。缠扎的厚度应多余2层(或2层)。
5.4所有的线卡条应松紧适中,保证卡内的线不易抽动。
6.剥线:
6.1剥线的长度规定为:插入端子部分长0.5mm
6.2剥线应选用相应的剥线钳,保证不损伤绝缘层内的导线。
6.3根据表格,确定线的总长、A、B长。并确定剥线的位置。
6.4清理剥落的绝缘层,整理工作面。
7.压端子

7.1按照工装或线路表格的端子型号,选择端子。
7.2将剥开的线用手拧紧。
7.3将相应的端子配套在电线上。
7.4选择相应的钳口。注:红色的钳口压着绝缘层为红色的端子,蓝色的钳口压着蓝色的端子,黄色的钳口压着黄色的端子。
7.5将钳口放置在适当的位置,用手调整好端子和压着的位置。
7.6检查端子的位置,确认无误后用手握紧手柄用力压下。
7.7检查端子压着后的外观情况。
7.8检验:由检验员全检,合格产品流入下工序,不合格品返工或申请报废。
8.整理:
8.1将整个线束从板取出。
8.2把线束上卡条伸长的部份用尖刀削除。
8.3将固定线号的纸胶带清除。
9.成品检验。由检验员全检,合格品包装后入库,不合格品返工。
上一条
襄阳汽车整车线束加工工艺是怎样的
下一条
襄阳线束组装工艺的要求是什么
返回列表